検査業務の効率化について、「課題意識はあるけどどこから手を付けたら良いかわからない!」ということはありませんか?
本資料では、本当に”価格が一番安い会社”が貴社にとって一番良い会社なのか、隠れたコストは発生していないのか、事例を用いながら見ていきます。
品質管理部門のみならず、他部署、ひいては会社全体の経営にまで影響が広がっていくことがお分かりになると思います。
各業務は分断されているようで実はつながっています。
検査業務ご担当者以外にも、経営者の方、また、新人の方にもご覧いただけますと幸いです。
![]()
2. 潜んでいるコストを洗い出す
![]()
とある会社の品質管理部にて
A部長:「Bくん、またこの部品の不良が多かったみたいだね?」
担当B:「そうなんです。注意喚起して一度は良くなったんですが、しばらく経つとまた不良が多くなってきまして・・・」
A部長:「うーん、困ったな。そもそもこの製品の加工会社はどうやって決められたのだろう?」
担当B:「購買部の方で決めているはずですが、何でも“購入価格が一番安かったから”って聞いたことがあります。」
A部長:「我々品質管理部がこの製品の検査にかけている手間を考慮すると、本当に安いと言えるんだろうか・・・」
●
●
●
●
●
インターネットの出現により購買業務も昔と比べ様変わりしました。
机に座りながらでも様々な会社の情報を得られ、見積り依頼も気軽に行えるようになりました。
ただ、どの会社が本当に良い会社なのかをネット上だけで判断するのはなかなか難しいことです。
どうしても一番わかりやすい“価格”で評価しがちなところはないでしょうか?
今回、「価格は安いが品質があまり良くない会社」から「価格は比較的高いが品質は良い会社」に購入先を変えることでどのような影響があるのかを見ていきたいと思います。
また、加工方法そのものを変えて不良率を下げることも事例を用いて触れたいと思います。
![]()
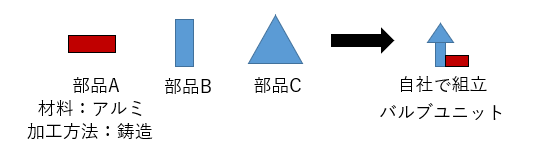
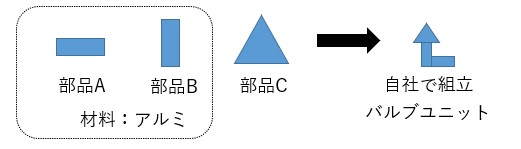
本資料では、部品を購入し自社の組立工程にて使用する場合を考えます。
下図の様に、部品A、B、Cの三部品を組み立てるとしましょう。

このうち、部品Aの不良率が他部品と比べ高いとします。
この時、それによって発生するコストはどのようなものでしょうか?
「検査に手間がかかり、その分の人件費も増加してしまう」ことはもちろんですが、視野を広げると問題はそれだけに留まりません。
下記表をご覧ください。
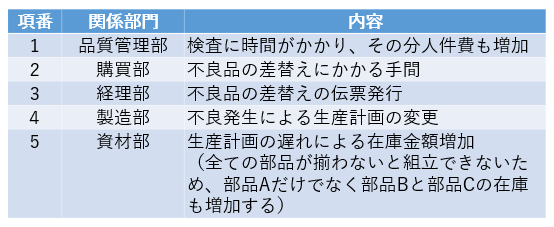
上記表に記載の様に、会社全体として様々な部門に悪影響を及ぼす可能性があります。
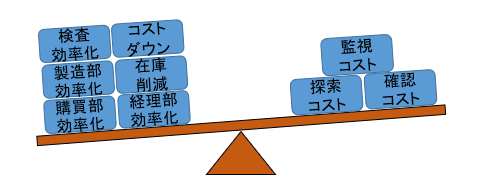
上記のコストと比較し本当に“購入価格の安さ”が釣り合っているものなのか、トータルで見れば実は割高になっていないか、一度確認しても良いかもしれません。
![]()
先ほどの例で、部品Aはアルミの鋳物部品、不良原因は鋳巣だったとします。
また、組立品はバルブユニットとします。
この時、アルミ部品Aの加工方法を変えることを考えてみます。
鋳巣は材料内部及び表面に空洞が生じてしまう欠陥で、漏れ不良を生じさせてしまう可能性があります。
鋳物である以上、鋳巣の発生をゼロにするのはなかなか難しい問題です。
ここで、加工方法の変更を検討してみます。
いろいろな案があると思いますが、ここでは以下二案を取りあげます。
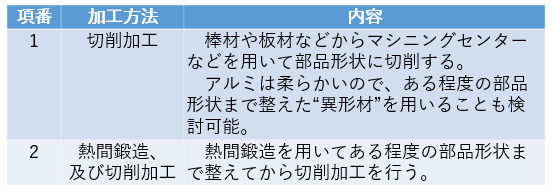
これらの加工方法ではそもそも鋳造をしないので“鋳巣”という不良は発生しなく、不良率を低減できる可能性があります。
また、上記項番1にて異形材を用いた場合、または上記項番2の熱間鍛造を用いた場合では、ダイスや金型を利用し切削加工する箇所を最小限にとどめることで、トータルの加工費を削減できる可能性があります。
先ほどの表の項番2で出てくる“熱間鍛造“について、その可能性をさらに見てみます。
ここで、部品Bも部品Aと同じくアルミ製だったとしましょう。
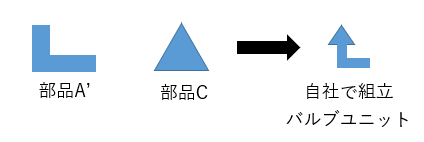
熱間鍛造を用いると、部品Aと部品Bを一体化することも検討可能です。
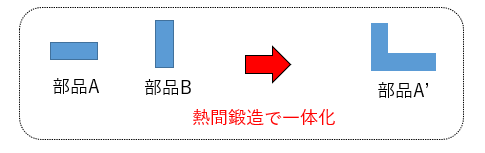
結果、従来三部品を必要としていたものを二部品とすること、すなわち部品点数の削減となる可能性があります。部品点数が減ると部品同士の接続部も減り、検査業務の工数削減に繋がり得ます。
![]()
新しい業者と取引を開始しようとする際、以下の様なコストが発生します。
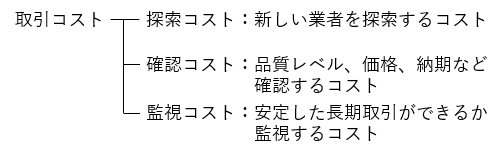
確認コストには、図面に描き切れていない情報を追加で説明したり、非常時に柔軟に対応してもらえるかの確認、また、新規業者の強みを活かした生産方式に切り替えることを新たに検討するといったコストも考えられます。
過去の取引実績を確認することで、会社の信頼度をある程度推察することができるでしょう。
監視コストでは、財務基盤や後継者の有無も気になるところです。
帝国データバンクなどで調査することも考えられます。
これまでご説明させて頂いたメリットと上記コストを見比べて費用対効果が十分見込めるとご判断された際に、新しい取引先とのビジネスを進めて参られてはどうかと思います。